
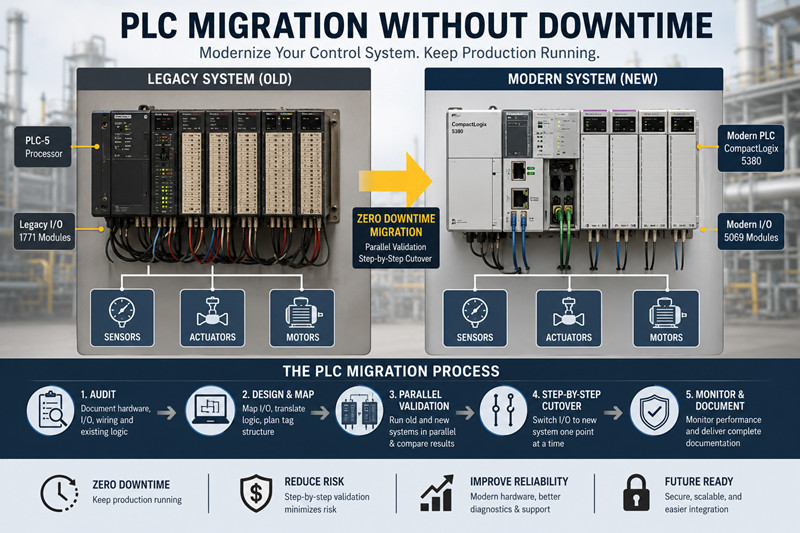
كيفية نقل نظام PLC قديم إلى نظام حديث دون توقف الإنتاج
تلقيتَ الاتصال. بدأ جهاز PLC-5 في الفتحة 3 يُظهر أعطالًا متقطعة في المعالج، وقد نفدت قطع الغيار التي خزّنتها في عام 2019. أوقفت شركة روكويل إنتاج سلسلة 1771 I/O في عام 2018. تقاعد الفني الذي برمج هذا الخط قبل ثلاث سنوات، والوثائق محفوظة في مجلد مُلطخ ببقع القهوة على كل صفحة. تريد الإدارة تشغيل الخط بحلول يوم الاثنين.
يتكرر هذا السيناريو في المصانع في الأمريكتين وأوروبا والشرق الأوسط أسبوعيًا. ويبلغ عدد وحدات التحكم المنطقية القابلة للبرمجة (PLC) القديمة - مثل PLC-5 وSLC-500 وS7-300 وModicon 984 - ملايين الوحدات. ولا تزال هذه الأنظمة تُشغّل عمليات حيوية، لكنها في الوقت نفسه تستهلك مواردها. لذا، يُعدّ تحديث أحدها دون توقف الإنتاج المشروع الأكثر حساسية الذي سيواجهه معظم مهندسي الأتمتة على الإطلاق.
يشرح هذا الدليل عملية الترحيل الكاملة - من التدقيق إلى الانتقال - مع الخطوات المحددة التي تحافظ على استمرارية خطك.
إذا كان النظام يعمل، فلماذا تغييره؟ ثلاثة أسباب، وتزداد سوءًا كلما طال الانتظار:
أولًا، توفر قطع الغيار. عندما أوقفت روكويل إنتاج منصة PLC-5، استوعب السوق الثانوي الطلب، ولكن بحلول عام 2026، تراوحت أسعار معالجات 1785-L80E المُختبرة والعاملة بين 8000 و14000 دولار أمريكي على موقع eBay. وهذا يفوق سعر وحدة تحكم CompactLogix جديدة تمامًا. لا تزال وحدات المعالجة المركزية Siemens S7-300 (315-2DP، 317-2DP) تُباع بنشاط على موقع tztechio.com/siemens، لكن أسعارها ترتفع كل ثلاثة أشهر مع تناقص المعروض.
ثانيًا، مسؤولية الأمن السيبراني. وحدات التحكم المنطقية القابلة للبرمجة (PLC) القديمة أقدم من أنظمة أمن الشبكات الحديثة. فهي تفتقر إلى بروتوكول TLS، والتحكم في الوصول القائم على الأدوار، وتحديثات البرامج الثابتة الآمنة. وحدة PLC-5 المتصلة بشبكة المصنع عبر جسر إيثرنت غير موثق تُشكل نقطة ضعف محتملة. في ظل توجيه NIS2 في الاتحاد الأوروبي والأطر المماثلة الناشئة في المملكة العربية السعودية والإمارات العربية المتحدة، تواجه المصانع مواعيد نهائية للامتثال لا تستطيع الأجهزة القديمة الوفاء بها.
ثالثًا، صعوبات التكامل. يتطلب نظام تخطيط موارد المؤسسات (ERP) بيانات الإنتاج، ويتطلب نظام تنفيذ التصنيع (MES) أوقات الدورات، ويتطلب نظام إدارة الصيانة المحوسب (CMMS) ساعات التشغيل. يتطلب استخراج هذه البيانات من وحدة التحكم المنطقية القابلة للبرمجة (PLC-5) محولات Modbus، وواجهات برمجة تطبيقات OPC، والتواصل مع مُكامل أنظمة يتقاضى أجرًا بالساعة. بينما توفر وحدات التحكم الحديثة هذه البيانات مباشرةً عبر بروتوكول MQTT أو OPC UA.
الاستبدال الكامل: إيقاف التشغيل، وإزالة الألواح، وتركيب كل شيء جديد. أسرع جدول زمني هندسي. الأكثر تكلفة من حيث خسائر الإنتاج. لا يُجدي نفعاً إلا إذا كان لديك إيقاف تشغيل مُجدول للمصنع لفترة كافية لاستيعاب العمل.
التحويل السريع - تشغيل النظامين القديم والجديد بالتوازي. توصيل أجهزة الحقل بمجموعات طرفية يمكن الوصول إليها من كلا النظامين. التحقق من منطق وحدة التحكم المنطقية القابلة للبرمجة الجديدة (PLC) مقارنةً بسلوك النظام القديم، ثم التحويل إلى نقطة إدخال/إخراج واحدة في كل مرة. لا يوجد توقف. يتطلب جهدًا هندسيًا كبيرًا. هذا هو النهج المتبع في العمليات المستمرة: المصانع الكيميائية، محطات معالجة المياه، مصانع الصلب، أي شيء لا يمكن إيقافه.
الترحيل التدريجي - تحويل جزء واحد من العملية في كل مرة. على سبيل المثال، يتم ترحيل خط تعبئة بست آلات آلةً تلو الأخرى. كما يتم ترحيل محطة معالجة مياه الصرف الصحي، حيث تبدأ بالمعالجة الأولية ثم الثانوية. يتميز هذا الأسلوب بمخاطر أقل من الاستبدال الكامل، وتكلفة هندسية أقل من التحويل الفوري. وهو فعال عندما تحتوي العملية على أقسام فرعية طبيعية.
اختر بناءً على عاملين: تكلفة ساعة واحدة من التوقف، وما إذا كان من الممكن إيقاف العملية فعليًا دون إتلاف المعدات أو المنتج.
إنّ أغلى خطأ في عملية نقل أنظمة التحكم المنطقية القابلة للبرمجة (PLC) هو طلب الأجهزة بناءً على الرسومات الأصلية. كانت تلك الرسومات خاطئة يوم التشغيل، وقد ازدادت الأمور سوءًا مع مرور الوقت.
تفقد اللوحة يدويًا. صوّر كل بطاقة. سجّل أرقام القطع وإصدارات البرامج الثابتة. احسب عدد الفتحات الفارغة. حدد موقع كل سلك من طرف التوصيل الميداني إلى طرف وحدة الإدخال/الإخراج. هذا عمل شاق، ولا مجال للتنازل عنه. حلقة واحدة غير موثقة بتيار 4-20 مللي أمبير موصولة بقناة احتياطية لم يتذكرها أحد ستفسد عملية الانتقال في عطلة نهاية الأسبوع.
بالنسبة لرفّ PLC-5 نموذجي مزوّد بـ 10 بطاقات إدخال/إخراج، خصّص من 8 إلى 12 ساعة للفحص المادي. استخدم جهازًا لوحيًا مزوّدًا بجدول بيانات، بدلًا من الورق. أرفق صورًا لكل صف. ملاحظات مثل "طرف TB3 رقم 14 - يبدو كإشارة 24 فولت، ملصق السلك يشير إلى PSH-207، المسار في رسم P&ID رقم P-104" ستكون قيّمة للغاية بعد ستة أسابيع عند بدء التشغيل.
قائمة الإدخال/الإخراج هي الجزء السهل. أما ترجمة المنطق فهي التي تُسبب المشاكل في المشاريع.
تستخدم برامج PLC-5 نظام العنونة الثماني وجداول البيانات الثابتة، بينما تستخدم برامج S7-300 نظام العنونة المطلقة مع كتل البيانات. لا يتوافق أيٌّ منهما بسلاسة مع نظام حديث قائم على الوسوم. يجب أن يصبح رمزٌ مثل XIC I:012/03 BST XIO B3:0/5 NXB XIC N7:10/0 BND OTE O:015/07 مفهومًا حتى لفنيي الصيانة الكهربائية في الساعة الثالثة صباحًا.
عملية رسم الخرائط:
· استخرج البرنامج الكامل من المعالج القديم باستخدام برنامج البرمجة الأصلي (RSLogix 5، SIMATIC STEP 7، Modsoft). ستحتاج إلى جهاز افتراضي يعمل بنظام Windows XP لتشغيل معظم هذا البرنامج.
· اطبع البرنامج بصيغة PDF. نعم، على الورق - أو على الأقل بصيغة PDF قابلة للبحث. سترجع إليه مئات المرات.
· حدد جميع جداول البيانات ووظائفها. ما هي البيانات من N7:0 إلى N7:50؟ ما هي بتات الإنذار؟ ما هي معلمات الوصفة؟ ما هي العمليات الحسابية الوسيطة؟
· أنشئ جدول بيانات مرجعي: العنوان القديم ← اسم العلامة الجديد ← نوع البيانات الجديد ← أي تحويل مطلوب. خطط لاتفاقيات تسمية العلامات بحيث يسهل على فريق الصيانة استخدامها.
· قم بترجمة المنطق خطوة بخطوة. توجد أدوات ترجمة آلية (مثل مجموعة أدوات الترحيل من Rockwell، ومعالج ترحيل TIA Portal من Siemens)، ولكن خصص ما لا يقل عن 40% من إجمالي ميزانية البرنامج للتحقق اليدوي والتنظيف.
لديك خياران لتوصيل أسلاك الحقل بالنظام الجديد:
استبدل كل شيء - قم بإزالة الهيكل القديم وبطاقات الإدخال/الإخراج، وثبّت النظام الجديد، ووصل جميع أسلاك التوصيل الميدانية بمجموعات التوصيل الجديدة. هذا هو الحل الأمثل على المدى الطويل. يتطلب الأمر وضع علامات على كل سلك، وفصله، وإعادة توصيله بشكل صحيح. خصص من ساعتين إلى أربع ساعات لكل بطاقة إدخال/إخراج لفريق مكون من شخصين.
استخدم أجهزة تحويل - تتيح لك محولات الطرف الثالث توصيل وحدة تحكم حديثة بوحدات الإدخال/الإخراج القديمة. على سبيل المثال، تُصنّع شركة ProSoft Technology محولات EtherNet/IP-to-RIO التي تُمكّن CompactLogix من التحكم في وحدات الإدخال/الإخراج 1771 الموجودة. هذا يوفر أسابيع من إعادة التوصيل. لكن في المقابل، ستُبقي بطاقات الإدخال/الإخراج التي يبلغ عمرها 30 عامًا قيد الاستخدام، وعندما تتعطل إحداها، ستضطر للبحث في السوق الثانوية.
في معظم المشاريع، يُنصح باستبدال وحدات الإدخال/الإخراج. يُعدّ استخدام أجهزة التحويل خيارًا منطقيًا عند وجود مئات من نقاط الإدخال/الإخراج في مناطق مقاومة للانفجار، حيث تتطلب إعادة التوصيل تصاريح عمل ساخنة، ومراقبة الغاز، وإيقاف التشغيل على أي حال. ولكن إذا كان الوصول إلى أسلاك الموقع ممكنًا، فمن الأفضل استبدالها.
نادراً ما تبقى واجهات المستخدم الرسومية القديمة - مثل PanelView Standard وOP7/OP17 وأنظمة Wonderware القديمة - سليمة بعد عملية التحديث. فبرامج تشغيل الاتصال غير متوفرة لوحدة التحكم الجديدة.
إذا كانت شاشات واجهة المستخدم بسيطة (ملخص الإنذارات، والاتجاهات، وأزرار التشغيل/الإيقاف)، فإن إعادة كتابتها في بيئة واجهة المستخدم الأصلية للمنصة الجديدة تستغرق من 40 إلى 80 ساعة من العمل الهندسي. وهذا هو الخيار الأمثل في أغلب الأحيان.
إذا كانت واجهة المستخدم الرسومية معقدة (لوحات أمامية خاصة، نصوص برمجية مطولة، شاشات معتمدة من الجهات التنظيمية لتطبيقات الأدوية/إدارة الغذاء والدواء الأمريكية)، فمن الأفضل الاحتفاظ بها واستخدام بوابة بروتوكول لربطها بالجديدة. يمكن لبرنامجي Kepware أو Ignition ترجمة البروتوكول الأصلي لوحدة التحكم الجديدة إلى البروتوكول الذي تتطلبه واجهة المستخدم الرسومية القديمة.
في أمريكا الشمالية، تُعدّ أنظمة ألين برادلي هي الأكثر استخدامًا. وتتوفر خدمات فنيين متقاعدين مُلِمّين ببرنامج RSLogix 5 بشكل أفضل من أي مكان آخر في العالم، ولكن أسعارهم مرتفعة. إذا كنت في هيوستن أو كالجاري أو ديترويت، يمكنك الاستفادة من هذه الخبرة. أما إذا كنت في الدمام أو دبي، فاستعد للدعم عن بُعد.
في أوروبا والشرق الأوسط، يهيمن نظاما Siemens S5 وS7-300/400 على قاعدة الأنظمة القديمة. توقف إنتاج S5 عام 2006، ولكنه لا يزال يُستخدم في تشغيل المصانع الكيميائية ومحطات الطاقة. يتطلب نقل S5 إلى S7-1500 أو TIA Portal برنامج STEP 5 الأصلي وكابلات برمجة PG التي لم تُصنع منذ 15 عامًا. لذا، يُنصح بتوفير هذه الكابلات قبل البدء.
هذه هي التقنية التي تميز عمليات الترحيل الناجحة عن تلك التي يتم كتابتها كدراسات حالة في *هندسة التحكم* لأسباب خاطئة.
قم بتوصيل كل من وحدات التحكم المنطقية القابلة للبرمجة القديمة والجديدة بوحدات الإدخال/الإخراج الميدانية عبر كتل طرفية وسيطة. يقرأ النظامان المدخلات في وقت واحد، وينفذان منطقهما، لكن النظام القديم فقط هو الذي يُشغّل المخرجات.
الآن، شغّل العملية. قارن الحالة الداخلية للنظامين في كل عملية مسح. هل القيم المحسوبة متطابقة؟ إذا كانت قراءة المدخل التناظري 4.17 مللي أمبير في النظام القديم و4.16 مللي أمبير في النظام الجديد، فلاحظ الفرق ولكن لا داعي للقلق، فوحدات الإدخال التناظري قد تحتوي على اختلافات طفيفة في المعايرة. إذا أشار النظام القديم إلى أن المضخة تعمل بينما أشار النظام الجديد إلى أنها متوقفة، فابحث عن سبب هذا التباين قبل التبديل.
استأجر أو اشترِ محلل بروتوكولات (يعمل Wireshark مع المحلل المناسب لمعظم البروتوكولات) وقم بتسجيل بيانات الشبكتين خلال دورة إنتاج كاملة. أنشئ برنامجًا نصيًا يقارن المخرجات التي كان النظام الجديد سيكتبها مع ما كتبه النظام القديم فعليًا. أي اختلاف بينهما هو إما خطأ في الترجمة أو ميزة غير موثقة في البرنامج الأصلي يجب الحفاظ عليها.
من المتوقع أن تستغرق مرحلة التحقق هذه من أسبوع إلى أسبوعين من التشغيل المتوازي لعملية مستمرة. أنت تبحث عن حالات استثنائية نادرة - مثل سلسلة الإنذارات التي لا تُفعّل إلا في حالة خلل معينة، ونظام التعشيق الذي لا يُفعّل إلا عندما يكون صمامان في وضعين محددين في الوقت نفسه.
حتى مع التحقق المتوازي، تنطوي لحظة الانتقال على مخاطر. الممارسة المعتادة: جدولة الانتقال في بداية فترة الصيانة، وليس في نهايتها. في حال حدوث أي مشكلة، يمكنك العودة إلى النظام القديم والمحاولة مرة أخرى في الفترة التالية.
تسلسل الانتقال:
1. تأكد من أن كلا النظامين سليم ومتزامنان
2. قم بتحويل أحد المخارج غير الأساسية (ضوء الحالة، أو جهاز الإنذار) إلى النظام الجديد
3. تحقق من السلوك الصحيح لمدة 5 دقائق
4. قم بتشغيل مخرج واحد حرج ولكنه احتياطي (المضخة أ، بينما تتولى المضخة ب معالجة الحمل)
5. تحقق من السلوك الصحيح لمدة 15 دقيقة
6. قم بتبديل جميع المخارج المتبقية
7. قم بالمراقبة لمدة دورة إنتاج كاملة قبل إعلان النجاح
أبقِ النظام القديم موصولاً بالكهرباء والأسلاك لمدة أسبوع على الأقل بعد الانتقال إلى النظام الجديد. إذا واجهت عملية الإنتاج مشكلة في الساعة الثانية صباحًا يوم الثلاثاء، فإن القدرة على العودة إلى النظام القديم في غضون 30 ثانية تستحق مساحة اللوحة.
بعد نجاح عملية النقل، قم بتوثيق ما يلي:
· قائمة الإدخال/الإخراج الجديدة مع أرقام الأسلاك وتسميات الأطراف
· قاعدة بيانات الوسوم مع الأوصاف
· هيكل البرنامج (المهام، والبرامج، والروتينات، ووظيفة كل منها)
· مخطط بنية الشبكة
· الإحالة المرجعية من العناوين القديمة إلى العلامات الجديدة
· نتائج اختبارات التشغيل
· دليل استكشاف الأخطاء وإصلاحها مُعدّ خصيصًا لمكالمة الصيانة التي تُجرى في الساعة الثالثة صباحًا
المهندس التالي الذي سيعمل على هذا النظام لن يكون أنت. لن يتذكر سبب اختلاف معالجة وحدة التحكم FC42 لحلقة التحكم المتتالي عن باقي وحدات PID في البرنامج. لن يعرف أن المخرج O:015/07 قد أُعيدت تسميته إلى PumpBay3_Start، ولماذا علامة الإنذار هي Alarm_Bay3_PSH207_HiHi. زوّدهم بالوثائق التي كنت تتمنى لو كانت لديك عندما بدأت العمل.
· تكلفة الهندسة: من 25,000 إلى 80,000 دولار أمريكي لعملية ترحيل متوسطة الحجم (من 200 إلى 500 نقطة إدخال/إخراج)، وذلك حسب تعقيد المنطق ونطاق واجهة المستخدم الرسومية.
· تكلفة الأجهزة: تختلف باختلاف المنصة. الترقية باستخدام CompactLogix (وحدة التحكم + الهيكل + وحدات الإدخال/الإخراج): من 8000 إلى 20000 دولار أمريكي. الترقية باستخدام S7-1500: من 6000 إلى 18000 دولار أمريكي. الترقية باستخدام Beckhoff: من 4000 إلى 12000 دولار أمريكي.
· قطع غيار مستعملة من السوق الثانوية: معالجات PLC-5 بسعر يتراوح بين 8000 و14000 دولار أمريكي؛ وحدات الإدخال/الإخراج 1771 بسعر يتراوح بين 400 و2000 دولار أمريكي؛ وحدات المعالجة المركزية S7-300 بسعر يتراوح بين 1200 و4500 دولار أمريكي. متوفرة على الموقع الإلكتروني tztechio.com/plc حتى نفاد الكمية.
· مدة التسليم: ستُشحن معظم أجهزة PLC الحديثة في غضون أسبوعين إلى ستة أسابيع في عام 2026. ويعود القيد عادةً إلى ساعات العمل الهندسية، وليس إلى توفر الأجهزة.
كم من الوقت تستغرق عملية ترحيل وحدة التحكم المنطقية القابلة للبرمجة (PLC) عادةً؟
من التدقيق إلى التسليم النهائي، يستغرق النظام الذي يحتوي على 200 إلى 500 نقطة إدخال/إخراج من 8 إلى 16 أسبوعًا. أما عملية التحويل المادي نفسها فتستغرق من 4 إلى 12 ساعة إذا تم التخطيط لها جيدًا. ويُخصص الجزء الأكبر من الوقت للهندسة: ترجمة البرامج، وإعادة كتابة واجهة المستخدم الرسومية، والاختبار.
هل يمكنني الانتقال إلى علامة تجارية مختلفة؟
نعم، لكن الجهد الهندسي يتضاعف تقريبًا. الانتقال من علامة تجارية إلى أخرى (من PLC-5 إلى Siemens S7-1500، أو من S7-300 إلى CompactLogix) يعني عدم إمكانية إعادة استخدام شاشات واجهة المستخدم الرسومية الحالية، واختلاف اصطلاحات توصيل الإدخال/الإخراج، واختلاف نماذج البرمجة. يستحق الأمر العناء إذا كنت بصدد توحيد مصنعك على علامة تجارية واحدة، ولكن ضع ذلك في الحسبان عند وضع الميزانية.
ماذا لو لم أتمكن من العثور على البرنامج الأصلي؟
إذا فُقد البرنامج من الحاسوب المحمول ولكنه لا يزال يعمل في المعالج، فإن معظم وحدات التحكم المنطقية القابلة للبرمجة القديمة تسمح بتحميله. لن يحتوي البرنامج المُحمّل على تعليقات أو أسماء تعريفية، بل ستحصل على عناوين خام بدون أي توثيق. هذا يُضيف مرحلة هندسة عكسية مُعقدة. لذا، خصص من 3 إلى 6 أسابيع إضافية لفنيٍّ ليكتشف وظيفة كل جزء من خلال تتبع الأسلاك الميدانية ومقارنتها بمخططات الأنابيب والأجهزة (P&IDs).
هل أحتاج إلى تحديث لوحة التحكم؟
كحد أدنى، ستحتاج إلى تركيب هيكل وحدة التحكم المنطقية القابلة للبرمجة (PLC) الجديدة ومجموعات التوصيل. إذا كانت اللوحة نظيفة، وتتوفر مساحة كافية، وكان مصدر الطاقة قادرًا على تحمل حمل الأجهزة الجديدة، فيمكنك الاحتفاظ بالعلبة. أما إذا كانت اللوحة قديمة (عمرها 30 عامًا) مع تدهور عزل الأسلاك وتعديلات غير موثقة من قبل مستأجر سابق، فاستبدلها. تكلف العلبة الجديدة المصنوعة من الفولاذ المقاوم للصدأ ما بين 1500 و4000 دولار أمريكي، وهي تضمن عدم حدوث أي عطل مستقبلي.
ماذا عن أنظمة السلامة؟
إذا كان نظامك القديم يتعامل مع وظائف السلامة (مثل إيقاف الطوارئ، والستائر الضوئية، وكشف الغازات)، فيجب مراجعة عملية الترقية وفقًا لمتطلبات مستوى سلامة النظام (SIL) الحالية. من شبه المؤكد أن وحدة التحكم المنطقية القابلة للبرمجة (PLC-5) التي تعمل بمنطق السلامة وفقًا لمعايير التسعينيات لا تفي بمتطلبات معيار IEC 61511 اليوم. لذا، يُنصح بتخصيص ميزانية لوحدة تحكم منطقية قابلة للبرمجة (PLC) مخصصة للسلامة (مثل GuardLogix، أو Siemens F-CPU، أو سلسلة Pilz PSS) كجزء من عملية الترقية. يمكنك الاطلاع على tztechio.com/industrial-automation لمعرفة وحدات التحكم المنطقية القابلة للبرمجة (PLC) المصنفة للسلامة والمتوفرة حاليًا.
هل يوجد برنامج منح أو حوافز للهجرة؟
تقدم بعض المناطق منحًا لكفاءة الطاقة تغطي تكاليف تحديث أنظمة التشغيل الآلي. في الاتحاد الأوروبي، يمول برنامج "هورايزون أوروبا" مشاريع التحول الرقمي الصناعي. وفي المملكة العربية السعودية، يدعم البرنامج الوطني للتطوير الصناعي واللوجستي تحديث المصانع. تواصل مع هيئة التنمية الصناعية المحلية - فتقديم طلب المنحة يتطلب جهدًا، لكن تغطية ما بين 20% و40% من التكاليف تُحسّن بشكل ملحوظ من عائد الاستثمار.
-----------------------------------------------------------------------------------------------------------------
شركة TZ Tech هي مورد متخصص لقطع غيار الأتمتة الصناعية والكهربائية، بالإضافة إلى بعض قطع غيار أجهزة القياس والاتصالات. نبيع في الغالب مخزونًا جاهزًا من الموزعين، بأسعار تنافسية وفترات تسليم قصيرة. حتى القطع التي توقف إنتاجها، يمكننا توفيرها نظرًا لمخزوننا الكبير.
نتفهم مخاوفكم، لذا نضمن لكم الجودة. نخضع المكونات التي تطلبونها لفحص دقيق، فلا داعي للقلق بشأن أي مشاكل في جودة المنتجات التي تستلمونها. بالنسبة للقطع المتخصصة التي توقف إنتاجها منذ فترة طويلة، سنبلغكم بصدق عن حالتها الفعلية. جميع القطع الجديدة مشمولة بضمان لمدة عام.
إذا كنت بحاجة إلى أي قطع غيار ذات صلة، فلا تتردد في إرسال استفسار. سيقوم فريقنا بالرد عليك في غضون 6 ساعات (باستثناء عطلة نهاية الأسبوع).


من فضلك تابع القراءة، ابق على اطلاع، اشترك، ونحن نرحب بك لتخبرنا برأيك.



خريطة الموقع | المدونة | XML | سياسة الخصوصية
بالإضافة إلى ذلك، بعد الحصول على إذن منك، نريد وضع ملفات تعريف الارتباط لجعل زيارتك وتفاعلك مع slOC أكثر خصوصية. ولهذا نستخدم ملفات تعريف الارتباط التحليلية والإعلانية. باستخدام ملفات تعريف الارتباط هذه، يمكننا نحن والجهات الخارجية تتبع وجمع سلوكك على الإنترنت داخل وخارج super-instrument.com. وبهذا نقوم نحن والجهات الخارجية بتكييف موقع super-instrument.com والإعلانات بما يتناسب مع اهتماماتك. بالنقر على قبول فإنك توافق على هذا. إذا رفضت، فإننا نستخدم فقط ملفات تعريف الارتباط الضرورية ولن تتلقى للأسف أي محتوى مخصص. يرجى زيارة سياسة ملفات تعريف الارتباط الخاصة بنا لمزيد من المعلومات أو لتغيير موافقتك في المستقبل.
Accept and continue Decline cookies












